
联系人:丁先生
手 机:13921835998
电 话:0515-85531999
传 真:0515-85936868
Q Q:542858909
邮 箱:dtfhly@163.com
地 址:江苏东台市台南工业园区16号
网 址:www.dtfhly.com

网带炉的特色:整套设备由炉体、网带传动体系及温控体系三大部分构成。炉体由进料段、预烧段、烧结段、缓冷段、水冷段及出料段构成。网带传动体系由耐高温网带、传动设备等构成。钎焊炉网带厂网带的运转速度通过变频器调理,装备有数显式网带测速设备;可直读网带速度;钎焊炉网带厂温控体系由热电偶.数显式智能PID调理器和可控硅构成,构成闭环操控体系,可实现主动准确控温.

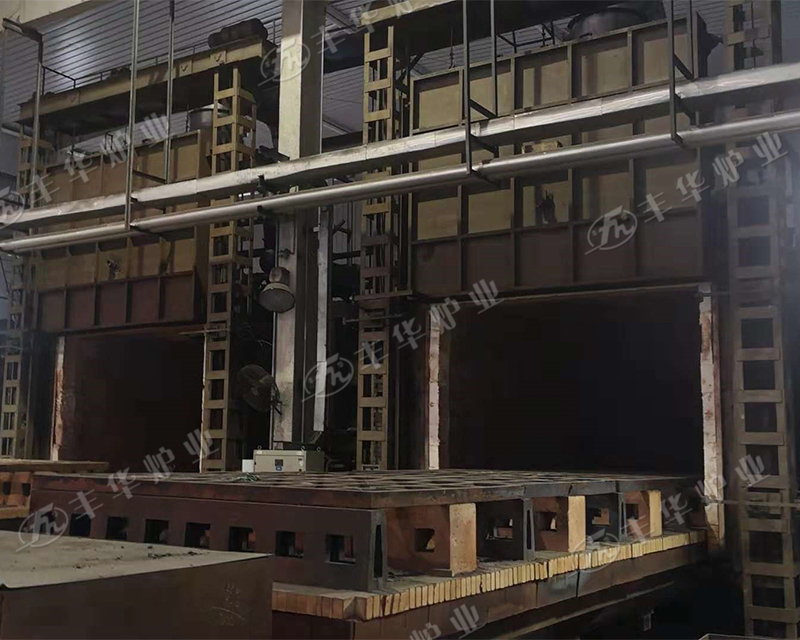
改造后的正火炉的炉温分为三区,其间工件由推钢机推入正火炉炉膛一区——加热区,有两边墙上下错列安置的四只烧嘴,轨迹由耐火砖砌成的拱支承,钎焊炉网带厂使工件可双面加热,再向前是二区和三区——恒温区,在正火炉两边墙同高度错列安置四个烧嘴。八只烧嘴均选用低压涡流烧嘴,一区和二区之间设有距离梁,钎焊炉网带厂在正火炉前后顶部配有两台复合式金属换热器。正火炉两边炉墙,炉底均选用砖砌构造,正火炉炉顶用耐火纤维毡制成,选用一台高压风机一起供应助燃风和用于排烟的引射风。在正火炉煤气总管,空气总管上设有调节阀和流量孔板,在引射风总管上也设有调节阀,一起装备了一套领先的微机控制体系,显现外表以及维护设备等。

研究发现,不锈钢链板与放在有棚的地方和不被冲洗的地方的板条相比,通过雨水冲刷和人工擦洗去除表面的灰尘和淤积对表面情况有良好的作用。钎焊炉网带厂并且表面加工的状况也有影响,网带正火炉表面平滑的板条比表面粗糙的板条效果要好。钎焊炉网带厂在清洗时,一边通过把相同的板条直接放在大气中和放在有棚的地方确定了雨水冲刷的效果;另一边是通过人工冲洗的效果用海绵沾上肥皂水每隔六个月擦洗每块板条的右边来确定的。

金属热处理是网带淬火炉机械制造中最重要的工序之一。与其他工艺相比,热处理一般不会改变工件的形状和整体化学成分,而是通过改变工件内部的微观结构或工件表面的化学成分来提供或改善工件的性能。钎焊炉网带厂它的特点是提高工件的内部质量,这通常是肉眼看不见的。为了使金属工件具有所需的机械、物理和化学性能,除了合理选择材料和各种成形工艺外,热处理工艺往往是必不可少的。钢铁是机械工业中使用最广泛的材料。其微观结构复杂,钎焊炉网带厂可通过热处理进行控制。因此,钢铁热处理是金属热处理的主要内容。此外,铝、铜、镁、钛及其合金的机械、物理和化学性能也可以通过热处理来改变,以获得不同的性能。
一般正火,是加热保温加空冷的过程;调质则是加热保温加高温回火的过程。作为结构钢的中碳碳素钢和中碳合金钢在调质之前多有一次正火,以便消除冷热加工应力,均匀组织,细化晶粒。加热温度多在850- 900℃之间。尺寸较大的工件,正火空冷后还要有一次高温回火,钎焊炉网带厂为的是消除加热应力。等温正火是正火的一种特例,是直接得到索氏体(细片状)的一种热处理方式。调质处理加热温度基本也就在这个温度段(800-900℃),钎焊炉网带厂回火温度多在500-650℃。调质处理得到的回火索氏体为粒状或点状。用此炉改造为调质处理炉应当没问题,加热保温功能要求一致,加热温度合适。等温炉用于调质淬火后的高温回火也恰到好处,温度段刚刚好。

调质件大都在比较大的动载荷作用下工作,它们承受着拉伸、压缩、弯曲、扭转或剪切的作用,有的表面还具有摩擦,要求有一定的耐磨性等等。总之,钎焊炉网带厂零件处在各种复合应力下工作。这类零件主要为各种机器和机构的结构件,如轴类、连杆、螺柱、齿轮等,在机床、汽车和拖拉机等制造工业中用得很普遍。尤其是对于重型机器制造中的大型部件,钎焊炉网带厂调质处理用得更多.因此,调质处理在热处理中占有很重要的位置。







