
联系人:丁先生
手 机:13921835998
电 话:0515-85531999
传 真:0515-85936868
Q Q:542858909
邮 箱:dtfhly@163.com
地 址:江苏东台市台南工业园区16号
网 址:www.dtfhly.com

检查接线无误后即可通电,首先合上电源开关,网带正火炉然后将控制器面板上的钮子开关拔向开的位置,网带正火炉调节设定按钮,把温度设定到您所需要的度数上,网带正火炉型号厂如果把设定开关拔向测量位置上,红灯灭(NO),亦有接触器的吸合声响,电炉通电,电流表指示加热电流值,温度随炉内温度升高而徐徐上升,说明工作正常. 网带正火炉型号厂当温度上升至设定的所需要温度时,红灯灭(NO),绿灯亮(YES),电炉自动断电,停止升温.稍后,当炉内温度稍微下降,绿灯灭,红灯亮,电炉又自动通电.周而复始,达到自动控制炉内温度的目的。

待各个区溫度均做到预设值后,依据加工工艺规定挑选是不是必须打开油循环系统及其游拌和。若必须,按住“油循环系统开”和“油拌和开”就可以,若不用,则绕过此流程,并开展下一步。按住“提高输送带开”功能键,网带正火炉型号厂并依据加工工艺根据“提高变速”旋纽挑选适度的提高输送带速率。打开乙醇流量阀,向炉膛内进入乙醇,网带正火炉型号厂并根据调处闸阀来操纵乙醇总流量尺寸。打开回火网带打开热处理输送带接入开关电源仪表盘溫度做到(打开油循环系统)(打开油拌和)通乙醇打开提高输送带调处乙醇总流量打开加温电源开关设置仪表盘溫度打开淬火离心风机。
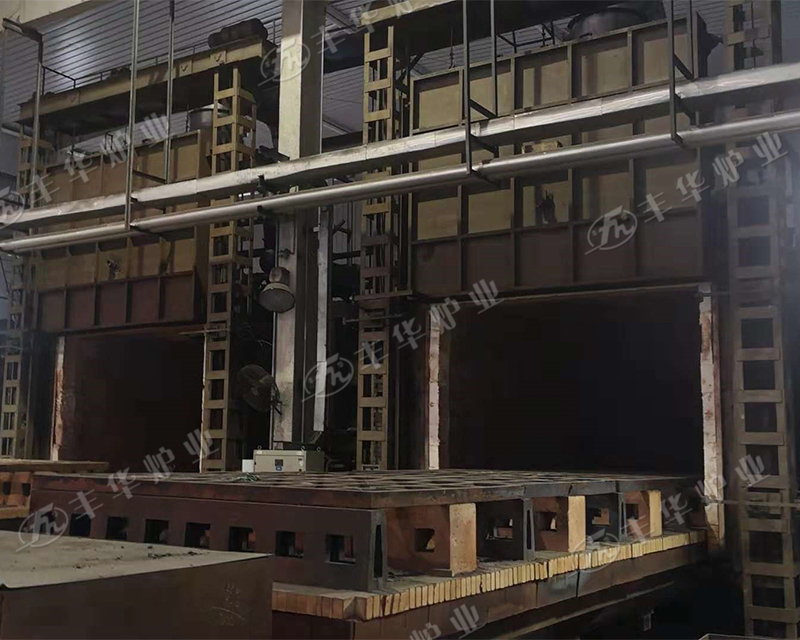
改造后的正火炉的炉温分为三区,其间工件由推钢机推入正火炉炉膛一区——加热区,有两边墙上下错列安置的四只烧嘴,轨迹由耐火砖砌成的拱支承,网带正火炉型号厂使工件可双面加热,再向前是二区和三区——恒温区,在正火炉两边墙同高度错列安置四个烧嘴。八只烧嘴均选用低压涡流烧嘴,一区和二区之间设有距离梁,网带正火炉型号厂在正火炉前后顶部配有两台复合式金属换热器。正火炉两边炉墙,炉底均选用砖砌构造,正火炉炉顶用耐火纤维毡制成,选用一台高压风机一起供应助燃风和用于排烟的引射风。在正火炉煤气总管,空气总管上设有调节阀和流量孔板,在引射风总管上也设有调节阀,一起装备了一套领先的微机控制体系,显现外表以及维护设备等。

工业上应用的感应熔化炉有坩埚炉(无芯感应炉)和熔沟炉(有芯感应炉),感应炉炉体结构示意。网带正火炉型号厂网带正火炉坩埚用耐火材料或钢制成,容量从几公斤到几十吨。其熔炼特点是坩埚中熔体受电动力作用,迫使熔池液面凸起,熔体自液面中心流向四周而引起循环流动。这种现象称为电动效应,可使熔体成分均匀,缺点是炉渣偏向周边,覆盖性差。与熔沟炉比较,网带正火炉型号厂坩埚炉操作灵活,熔炼温度高,但功率因数低,电耗较高。

通电后无法开机。造成这种情况的原因有两种可能:一是电源不符合规格之要求,排除方法是接上规格上要求的电源;第二是有可能零线没接上,网带正火炉型号厂排除方法是将零线接上。炉体内部温度不均匀,异常偏高。造成的原因有三种可能:一是热电偶反应不灵敏,排除方法是更换热电偶;第二是温控仪不灵敏,动作失控,排除办法是更换控温仪;第三是工件摆放不合理,炉门没关好,网带正火炉型号厂排除办法是改变工件放法,关好炉门。只有定期对炉内的各个项目,例如控制箱内、炉顶盖通风孔、控制箱各部件螺丝等项目经常进行检查,相信可以未雨绸缪,避免许多不必要造成的故障。

输送带淬火炉(网带炉)适用大批量性的大中小型机械零件如标件、滚动轴承、传动链条、自攻螺丝、纺织品五金、手专用工具、弹垫、各种纺织品针、缝衣针在操纵氛围中开展渗氮、碳氮共渗、热处理等热处理工艺。网带正火炉型号厂炉体架构由壳体和支撑架组成,均采用高品质槽钢和厚钢板致电焊焊接制做。为作业员维修或清除炉膛便捷,炉膛设计方案成可上、下分体式构造,可拆卸上炉盖。输送带淬火炉炉膛采用全化学纤维复合结构,隔热保温性能很好,网带正火炉型号厂在炉膛两边和转窑采用硅酸铝保温棉毡,输送带淬火炉可使炉盖总体拆卸,隔热保温性能很好,比砖砌炉料环保节能40%之上。输送带淬火炉加温元器件:加温元器件采用高品质电热丝绕成,水准地从炉体一侧插进炉膛,布局在炉体的上正下方。这种加温元器件应用靠谱、维护保养便捷,必须时可在热态下不断炉开展拆换。







