
联系人:丁先生
手 机:13921835998
电 话:0515-85531999
传 真:0515-85936868
Q Q:542858909
邮 箱:dtfhly@163.com
地 址:江苏东台市台南工业园区16号
网 址:www.dtfhly.com

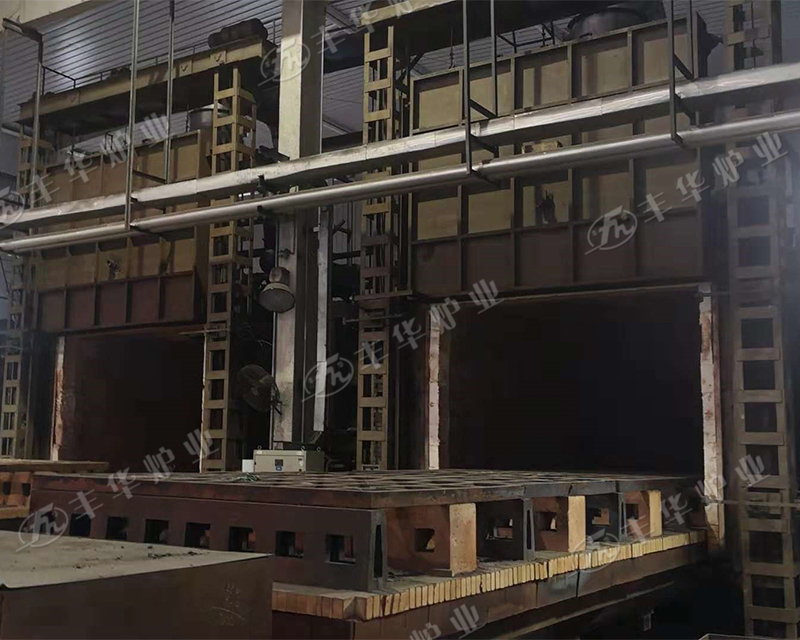
改造后的正火炉的炉温分为三区,其间工件由推钢机推入正火炉炉膛一区——加热区,有两边墙上下错列安置的四只烧嘴,轨迹由耐火砖砌成的拱支承,钎焊炉网带厂使工件可双面加热,再向前是二区和三区——恒温区,在正火炉两边墙同高度错列安置四个烧嘴。八只烧嘴均选用低压涡流烧嘴,一区和二区之间设有距离梁,钎焊炉网带厂在正火炉前后顶部配有两台复合式金属换热器。正火炉两边炉墙,炉底均选用砖砌构造,正火炉炉顶用耐火纤维毡制成,选用一台高压风机一起供应助燃风和用于排烟的引射风。在正火炉煤气总管,空气总管上设有调节阀和流量孔板,在引射风总管上也设有调节阀,一起装备了一套领先的微机控制体系,显现外表以及维护设备等。

高温台车炉效等多种热处理工艺和金钢石石油钻头烧结工艺。该对环境无任何污染,高度节能,网带正火炉可连续1200℃高温工作,炉温均匀,控温精度高,密封严密,可实现微电脑智能化控制, 台车式电阻炉能精密完成任何热处理工艺曲线和烧结工艺。大的特点是周期性的节能作业炉高大概可以到1200度而且使用方法方便,在这里给大家说一下它的特点,大的结构特点是连轨,不需要安装,只要运到目的地,钎焊炉网带厂平放在地上,固定一下就OK了.这就是台车炉的大特点,而且他的批量生产技术可以说是数一数二的,效率而且质量有保证,大功率的发电机可以使得效率高而且质量好,造成很多商家都使用它,钎焊炉网带厂节能型全纤维台车炉,本系列电炉外壳有钢板和型钢焊接而成,炉体底部与台车轻轨连为一体,用户不需要基础安装,只须放于平整的水泥地面即可使用。
淬火是工件在水、油或其它无机盐、有机水溶液等淬火介质中加热保温后快速冷却。淬火后,钢变硬,但同时变脆。钎焊炉网带厂为了降低钢件的脆性,将淬火后的钢件在高于室温但低于650℃的适宜温度下长期保温,然后冷却。钎焊炉网带厂这个过程叫做回火。退火、正火、淬火、回火是整个热处理过程中的“四火”。淬火和回火是密切相关的,它们经常是相互结合使用的。

网带炉适用于中小轴承圈套、滚子、自攻螺钉、螺帽、手工具、五金零件等的热处理。气氛网带炉热处理零件质量稳定,质量重现性好,零件表面光洁。钎焊炉网带厂网带传送式加热炉生产线的组成有:清洗烘干机、网带传送加热炉、淬火油槽、清洗机、网带传送回火炉、控制系统以及可控气氛供气系统等。零件进入生产线的进料口后,零件的清洗、烘干、加热、淬火、淬火后的清洗、回火等。钎焊炉网带厂气氛网带炉之问的零件传递都自动进行,通过网带或其他方式进行传送,是一条自动化程度较高的可控气氛热处理生产线。气氛网带炉生产线可对小零件进行光亮淬火、薄层渗碳或碳氮共渗处理。

正火加热炉的落料口与中间冷却装置之间有一段裸露在空气中,落料口处设置有保温帘。 钎焊炉网带厂等温正火炉有时候启动冷却机构的冷却风扇时,会有一定量的风会进入正火加热炉的落料口造成温度下降。 等温炉的接料口处由于远离冷却风扇,故启动冷却风扇时对等温炉温度无影响。但等温炉1区应多设置一些加热装置,防止零件进去后温度下降过快。产生的原因及危害:渗碳浓度突然过渡就是表面与中心的碳浓度变化加剧,不是由高到低的均匀过渡,钎焊炉网带厂而是突然过渡。产生此缺陷的原因是渗碳剂作用很强烈(如新配制的木炭,旧渗碳剂加得很少),同时钢中有Cr、Mn、Mo等合金元素是促使碳化物形成强烈,而造成表面高浓度,中心低浓度,并无过渡层。产生此缺陷后造成表里相当大的内应力,在淬火过程中或磨削过程中产生裂纹或剥落现象。







