
联系人:丁先生
手 机:13921835998
电 话:0515-85531999
传 真:0515-85936868
Q Q:542858909
邮 箱:dtfhly@163.com
地 址:江苏东台市台南工业园区16号
网 址:www.dtfhly.com
研究发现,不锈钢链板与放在有棚的地方和不被冲洗的地方的板条相比,通过雨水冲刷和人工擦洗去除表面的灰尘和淤积对表面情况有良好的作用。网带炉厂并且表面加工的状况也有影响,网带正火炉表面平滑的板条比表面粗糙的板条效果要好。网带炉厂在清洗时,一边通过把相同的板条直接放在大气中和放在有棚的地方确定了雨水冲刷的效果;另一边是通过人工冲洗的效果用海绵沾上肥皂水每隔六个月擦洗每块板条的右边来确定的。

开机:淬火炉炉温达到800度时,需供给甲醇,向炉内提供保护气体(注意点燃情况,防止炉内爆炸),调节好流量剂的流量。根据工艺要求调整网带运行频率。 网带炉厂炉内达到给定温度时,向网带装入处理产品生产。在淬火产品出来半小时前,开启水槽提升机,清洗提升机清洗循环泵。 在预定回火炉进料前3小时分别开启回火炉加热电源(回火一区、二区)。 网带炉厂待回火炉炉温达到200度时开启循环风机及风机冷却水(有少量流动起冷却风机作用)。 回火炉炉温达到300度时开启网带运转。

气氛控制:为了维持炉内的一定碳势,除了控制气氛成分的稳定性外,还要对炉内气氛进行自动控制。因此,需要设有各种控制仪表,以便对炉内气氛连续或定期测定并调整炉内的供气量。防爆装置:还原气体和空气混合达到一定混合比,网带炉厂在一定温度下易引起爆炸,故对炉子的前,后室,淬火室 以及缓冷室等均设有防爆装置,炉子供气和排气的控制系统也要有防爆措施。网带炉厂耐火材料:无马弗气氛炉采用还原性气体,为了不影响砌体的使用寿命,以及不破环正常炉内气氛,要求炉膛砌体采用抗渗碳耐火材料。

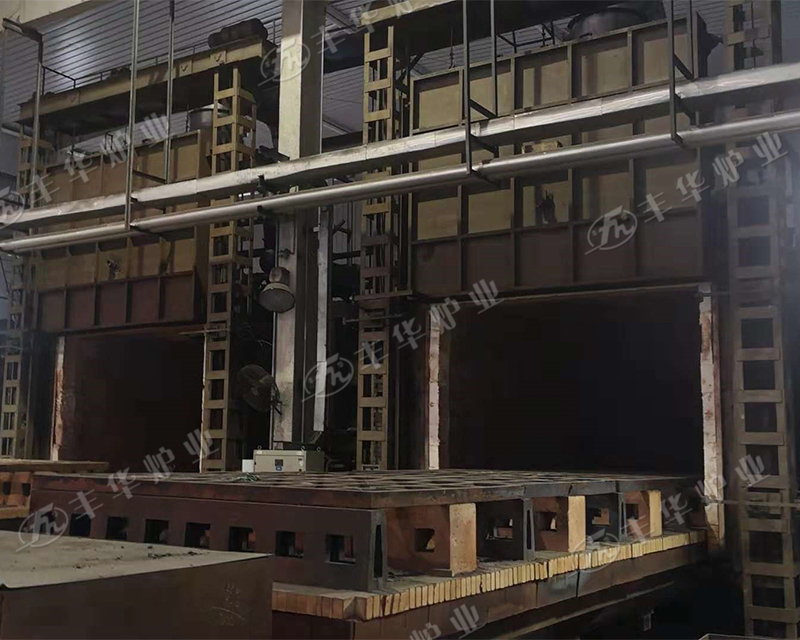
整套设备由炉体、网带传动体系及温控体系三大部分构成。炉体由进料段、预烧段、烧结段、缓冷段、水冷段及出料段构成。网带传动体系由耐高温网带、传动设备等构成。网带炉厂网带的运转速度通过变频器调理,网带炉厂装备有数显式网带测速设备;可直读网带速度;温控体系由热电偶.数显式智能PID调理器和可控硅构成,构成闭环操控体系,可实现主动准确控温.







