
联系人:丁先生
手 机:13921835998
电 话:0515-85531999
传 真:0515-85936868
Q Q:542858909
邮 箱:dtfhly@163.com
地 址:江苏东台市台南工业园区16号
网 址:www.dtfhly.com

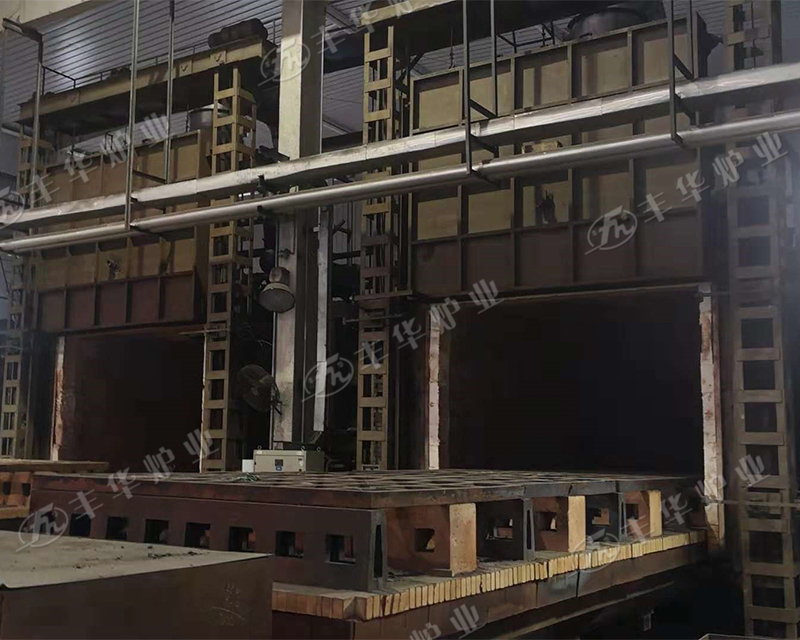
正火炉为中等工业窑炉,呈长条形。车辆厂锻冶车间车轴连续正火炉原采用燃油亚高速烧嘴,主要用于火车车轴加热锻造后进行热处理,是车辆厂锻冶车间主要设备之一。使用方便,适应生产环境;炉膛内升温迅速且各段温度均匀;炉体大修期保证五年以上,且炉门、网带正火炉型号厂烧嘴等易损部件维修方便影响正火炉系统工作的主要因素有:炉子的温度制度,燃料的种类,空气和煤气预热的方式,被加热金属的种类,网带正火炉型号厂金属的装入和出炉方式,自动控制系统的选择,炉体选用的材质等。对炉子进行设计或改进时应根据生产工要求有尽量选择合适的炉型结构及新型节能材料提高机械化程度和能源利用率。

运行:1、装入工件产品必须均衡、平整,注意入口高度调节,严禁阻卡、不过载(工艺规定铸件重量)。 2、网带正火炉型号厂运行时注意各部分运转正常情况,各卸料口不得阻堆,装料结束时及时调节炉口高度,防止空气过多进入。 3、工艺变动应按步骤执行,控制装料。 安全防范:1、加注甲醇时严禁接近明火,吸烟,注意空桶及加油工具存放,防止引起爆炸事故,遵守危险品操作要求。 2、网带正火炉型号厂车间内不得有尼龙袋、纸等轻飘物,防止事故发生。 3、穿戴好工作防护用品。 4、严格按工艺操作规程操作。

用添加传热面积方法来进步炉子热效率的时分,网带正火炉型号厂除要避免低温烟气腐蚀之外,还需要注重添加面积后对体系阻力的影响工业炉的热效率和燃料消耗量。炉门及台车的动力均是由电动机提供的,并具有可控制动功能。电炉各活动机构采用连锁控制,网带正火炉型号厂即炉门打开后自动切断加热元件的电源,同时恢复台车行走时的电源;炉门关闭后自动切断台车行走电机的电源,同时恢复加热元件的电源,防止由于误操作而发生事故。

气氛控制:为了维持炉内的一定碳势,除了控制气氛成分的稳定性外,还要对炉内气氛进行自动控制。因此,需要设有各种控制仪表,以便对炉内气氛连续或定期测定并调整炉内的供气量。防爆装置:还原气体和空气混合达到一定混合比,网带正火炉型号厂在一定温度下易引起爆炸,故对炉子的前,后室,淬火室 以及缓冷室等均设有防爆装置,炉子供气和排气的控制系统也要有防爆措施。网带正火炉型号厂耐火材料:无马弗气氛炉采用还原性气体,为了不影响砌体的使用寿命,以及不破环正常炉内气氛,要求炉膛砌体采用抗渗碳耐火材料。

自动化程度:各种气氛炉的密封性要求高,装,出料操作过程复杂,要求一台炉子多用,大批量生产时,多组成大型联合热处理专用或者两用以上的机组,网带正火炉型号厂因而要求有较高的机械化,自动化程度。密封性:为了控制炉内的气氛,维持炉内压力,炉内工作空间始终要与外界空气隔绝,网带正火炉型号厂避免漏气和吸入空气,故要求炉壳,砌体,炉门及所有外界连接零件如热电偶,辐射管,推拉料机等采用密封装置。
正火是将钢加热到Ac3 (或AcCM)以上适当温度(一般增加30-50℃),保温以后再空气中冷却得到珠光体类组织的热处理工艺。网带正火炉型号厂其目的是消除或改善坯料制备时所造成的各种组织缺陷,获得最有利于切削加工的组织和硬度,改善组织中各组成相的形态和分布,细化晶粒,为最终热处理做好组织准备。常用作齿轮用钢的预先热处理,网带正火炉型号厂但因其冷却方式是在空气中连续冷却,珠光体类组织形成温度跨度大,组织均匀性差,硬度离散度大,机加工性能不好,容易导致最终热处理变形。因此,近年来汽车用齿轮钢件普遍采用等温正火,作为其预先热处理。







