
联系人:丁先生
手 机:13921835998
电 话:0515-85531999
传 真:0515-85936868
Q Q:542858909
邮 箱:dtfhly@163.com
地 址:江苏东台市台南工业园区16号
网 址:www.dtfhly.com
网带炉适用于中小轴承圈套、滚子、自攻螺钉、螺帽、手工具、五金零件等的热处理。气氛网带炉热处理零件质量稳定,质量重现性好,零件表面光洁。网带式正火炉厂家网带传送式加热炉生产线的组成有:清洗烘干机、网带传送加热炉、淬火油槽、清洗机、网带传送回火炉、控制系统以及可控气氛供气系统等。零件进入生产线的进料口后,零件的清洗、烘干、加热、淬火、淬火后的清洗、回火等。网带式正火炉厂家气氛网带炉之问的零件传递都自动进行,通过网带或其他方式进行传送,是一条自动化程度较高的可控气氛热处理生产线。气氛网带炉生产线可对小零件进行光亮淬火、薄层渗碳或碳氮共渗处理。

炉型的合理选择:当热处理产品的批量及工艺确认后,选用炉型就成为实现工艺、节能、减少成本的关键。网带式正火炉厂家连续式炉比周期式炉耗能少,各炉子的热效率顺序由高到低:震底式炉、井式炉、输送带式炉、箱式炉或台式正火炉。当批量大时,宜选用连续式炉;核心技术:1、网带速度变频可调技术2、网带式正火炉厂家产品光亮无氧化处理技术3、加热处理中的形变控制技术4、连续式风机冷却技术5、等温淬火,使得加工产品的硬度高韧性好,无氧化现象

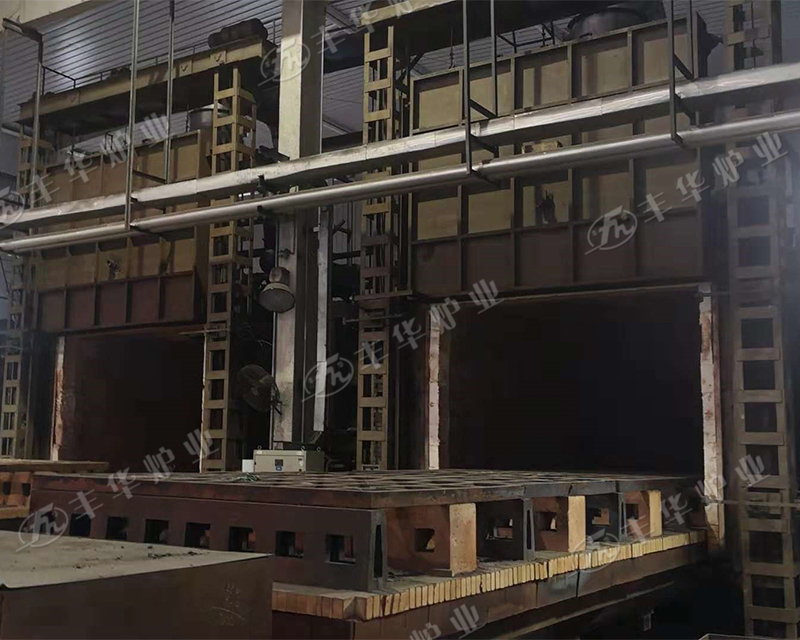
正火炉为中等工业窑炉,呈长条形。车辆厂锻冶车间车轴连续正火炉原采用燃油亚高速烧嘴,主要用于火车车轴加热锻造后进行热处理,是车辆厂锻冶车间主要设备之一。使用方便,适应生产环境;炉膛内升温迅速且各段温度均匀;炉体大修期保证五年以上,且炉门、网带式正火炉厂家烧嘴等易损部件维修方便影响正火炉系统工作的主要因素有:炉子的温度制度,燃料的种类,空气和煤气预热的方式,被加热金属的种类,网带式正火炉厂家金属的装入和出炉方式,自动控制系统的选择,炉体选用的材质等。对炉子进行设计或改进时应根据生产工要求有尽量选择合适的炉型结构及新型节能材料提高机械化程度和能源利用率。

改造后的正火炉的炉温分为三区,其间工件由推钢机推入正火炉炉膛一区——加热区,有两边墙上下错列安置的四只烧嘴,轨迹由耐火砖砌成的拱支承,网带式正火炉厂家使工件可双面加热,再向前是二区和三区——恒温区,在正火炉两边墙同高度错列安置四个烧嘴。八只烧嘴均选用低压涡流烧嘴,一区和二区之间设有距离梁,网带式正火炉厂家在正火炉前后顶部配有两台复合式金属换热器。正火炉两边炉墙,炉底均选用砖砌构造,正火炉炉顶用耐火纤维毡制成,选用一台高压风机一起供应助燃风和用于排烟的引射风。在正火炉煤气总管,空气总管上设有调节阀和流量孔板,在引射风总管上也设有调节阀,一起装备了一套领先的微机控制体系,显现外表以及维护设备等。

整套设备由炉体、网带传动体系及温控体系三大部分构成。炉体由进料段、预烧段、烧结段、缓冷段、水冷段及出料段构成。网带传动体系由耐高温网带、传动设备等构成。网带式正火炉厂家网带的运转速度通过变频器调理,网带式正火炉厂家装备有数显式网带测速设备;可直读网带速度;温控体系由热电偶.数显式智能PID调理器和可控硅构成,构成闭环操控体系,可实现主动准确控温.

淬火是工件在水、油或其它无机盐、有机水溶液等淬火介质中加热保温后快速冷却。淬火后,钢变硬,但同时变脆。网带式正火炉厂家为了降低钢件的脆性,将淬火后的钢件在高于室温但低于650℃的适宜温度下长期保温,然后冷却。网带式正火炉厂家这个过程叫做回火。退火、正火、淬火、回火是整个热处理过程中的“四火”。淬火和回火是密切相关的,它们经常是相互结合使用的。







