
联系人:丁先生
手 机:13921835998
电 话:0515-85531999
传 真:0515-85936868
Q Q:542858909
邮 箱:dtfhly@163.com
地 址:江苏东台市台南工业园区16号
网 址:www.dtfhly.com

退火是将工件加热到适当的温度,连续式网带炉厂然后根据材料和工件尺寸缓慢冷却。其目的是使金属的内部结构达到或接近平衡状态,以获得良好的工艺和操作性能,或准备进一步淬火的结构。连续式网带炉厂正火是将工件加热到合适的温度,然后在空气中冷却。正火效果与退火相似,但得到的组织较细。正火经常被用来提高材料的切削性能,有时也被用来处理要求低的零件作为最终的热处理。
加热开关没有开,但温度仍然上升。造成这种情况的原因是加热交流接触器的触头粘合在一起,无法断开。连续式网带炉厂排除办法是更换接触器。打开加热开关后电源跳闸。造成这种情况的原因有三种可能:一是发热管和电炉短路,排除办法是拆开炉体内部四周,检查发热管;第二是电源总闸开关容量过小,连续式网带炉厂排除办法是更换大容量开关;第三是主电源开关盒安装了漏电保护开关,但接线不正确,排除办法是检查线路并更正。

网带炉由炉体、电热体、变压器、紫铜排控制仪表和配电拒组成。炉体由A3钢板焊接的坩埚、外壳以及外壳与炉体之间由耐火材料制成的保温层组成。电热体是用不锈钢制成的电极。紫铜排是连接变压器至电热体之间的导电体,连续式网带炉厂它将由变压器次级输出的低电压、大电流传至电极铁。变压器分几个档次供电,输入电压为380V,输出电压为5~25V,控制仪表用来控制炉温。它采用热电偶将温度转变为电信号,连续式网带炉厂通过仪表来控制配电柜对盐浴回火炉炉的启动、升温、保温及熄炉等。配电柜通过仪表控制送电、停电,以实现热处理工艺要求的升温和保温。

打开“开关电源标示”按键接入开关电源,先后按住“热处理输送带开”和“回火网带开”按键以打开输送带,连续式网带炉厂并调整“热处理变速”按键和“淬火变速”旋纽采用加工工艺规定的输送带速率。各自转动淬火设备“一区加温”、“二区加温”、“三区加温”、“四区加温”及其回火炉“一区加温”、“二区加温”旋纽至显示灯信号灯亮,对炉腔开展提温。连续式网带炉厂各自在“1区温度控制”、“二区温度控制”、“3区温度控制”、“4区温度控制”、“1区淬火”、“二区淬火”操作面板内调处溫度至加工工艺所规定溫度,并按“ENT”键确定。

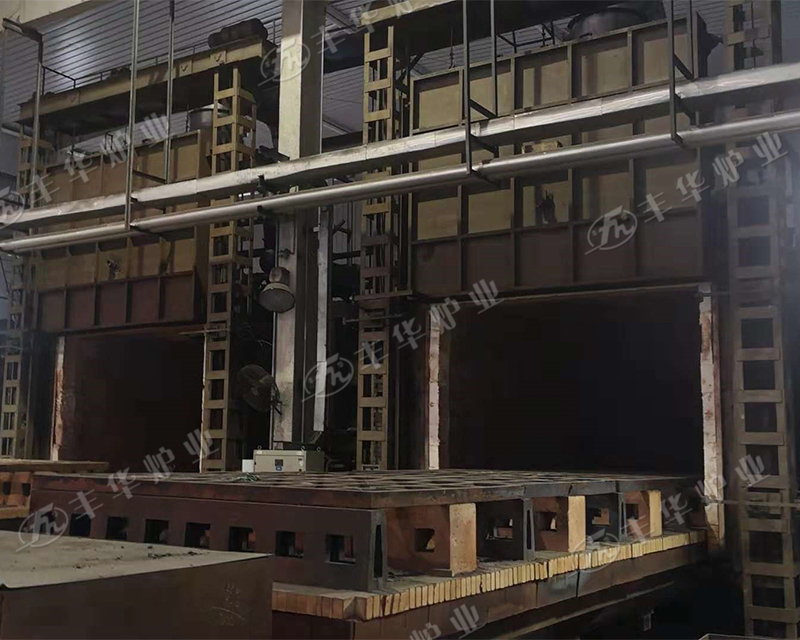
网带炉的特色:整套设备由炉体、网带传动体系及温控体系三大部分构成。炉体由进料段、预烧段、烧结段、缓冷段、水冷段及出料段构成。网带传动体系由耐高温网带、传动设备等构成。连续式网带炉厂网带的运转速度通过变频器调理,装备有数显式网带测速设备;可直读网带速度;连续式网带炉厂温控体系由热电偶.数显式智能PID调理器和可控硅构成,构成闭环操控体系,可实现主动准确控温.

自动化程度:各种气氛炉的密封性要求高,装,出料操作过程复杂,要求一台炉子多用,大批量生产时,多组成大型联合热处理专用或者两用以上的机组,连续式网带炉厂因而要求有较高的机械化,自动化程度。密封性:为了控制炉内的气氛,维持炉内压力,炉内工作空间始终要与外界空气隔绝,连续式网带炉厂避免漏气和吸入空气,故要求炉壳,砌体,炉门及所有外界连接零件如热电偶,辐射管,推拉料机等采用密封装置。







